





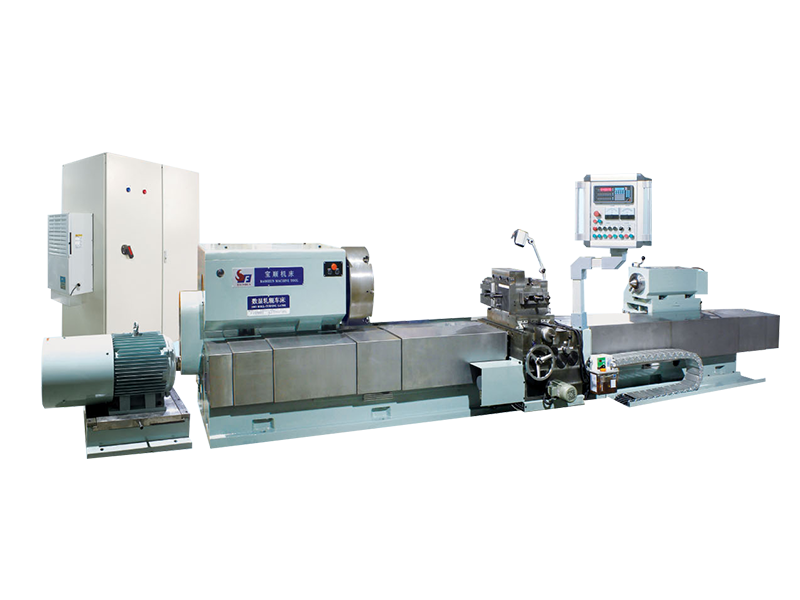
را تلورانس های معمولی قابل دستیابی بر روی رول های با قطر بزرگ با استفاده از a تراش رولی نمایشگر دیجیتال به عوامل متعددی از جمله سختی ماشین، مهارت اپراتور، شرایط ابزار و دقت سیستم بازخوانی دیجیتال بستگی دارد. با این حال، در رویه عمومی صنعت، تلورانس های زیر را می توان انتظار داشت:
محدوده معمولی : ± 0.02 میلی متر تا 0.05 ± میلی متر
برد با دقت بالا (با راه اندازی و ابزارآلات بهینه): ± 0.01 میلی متر
عوامل تأثیرگذار :
وضوح صفحه نمایش دیجیتال (اغلب 0.01 میلی متر یا ظریف تر)
ساییدگی و ضربه زدن در پیچ های سرب و اسلایدها
نوع ماده و دینامیک نیروی برش
محدوده معمولی : 0.01 میلی متر تا 0.03 میلی متر TIR (خوانش شاخص کل)
وابسته به :
تراز چاک و دم
تمرکز دوک
سفتی ابزار و میرایی ارتعاش
پایان قابل دستیابی معمولی : Ra 1.6-3.2 میکرومتر (تماشکاری شده)
پایان بهبود یافته (با ابزار کاربید یا CBN و خوراک کنترل شده): Ra 0.8 میکرومتر یا بهتر
توجه داشته باشید : کیفیت پایان مستقیماً توسط بازخوان دیجیتال کنترل نمی شود، اما کنترل عمق دقیق فعال شده توسط نمایشگر دیجیتال به حفظ تغذیه ثابت و عمق برش کمک می کند.
کنترل مخروطی : در 0.01 میلی متر بیش از 1 متر با تنظیم دقیق و نشانه دقیق قابل دستیابی است
صافی بیش از طول :
معمولاً در 0.02 میلی متر بر متر
متاثر از تراز بستر، پشتیبانی رول (تکیه ثابت) و رشد حرارتی
کنترل طول محوری (ویژگی های شانه/گام) : ± 0.02 میلی متر تا 0.05 ± میلی متر depending on machine scale resolution and backlash compensation
در حالی که تراش های رول نمایشگر دیجیتال بازخوانی دقیق موقعیت های محور را ارائه می دهند، آنها فاقد تصحیح بازخورد خودکار موجود در سیستم های CNC هستند. بنابراین، تلورانس ها بیشتر به موارد زیر وابسته هستند:
تنظیمات دستی اپراتور
یکپارچگی مکانیکی دستگاه
سازگاری در راه اندازی ابزار و مدیریت سایش
یک ماشین تراش رولی صفحه نمایش دیجیتال که به خوبی نگهداری می شود و توسط پرسنل ماهر کار می کند می تواند به طور مداوم به موارد زیر دست یابد:
تحمل های ابعادی : ± 0.02-0.05 میلی متر
گرد و صاف بودن : در 0.01-0.03 میلی متر
پرداخت سطح : Ra 1.6-3.2 میکرومتر یا بهتر با ابزار بهینه شده
برای تحملهای سختتر، تراشهای رول CNC یا سیستمهای دیجیتال-CNC ترکیبی ممکن است مناسبتر باشند.

 Download Material
Download Material
 E-mail: [email protected]
E-mail: [email protected]  Mob: +86-13806297906
Mob: +86-13806297906  Tel: +86-513-85562198
Tel: +86-513-85562198  Add:پلاک 99 جاده تیانتونگ، شهر نانتونگ، استان جیانگ سو.
Add:پلاک 99 جاده تیانتونگ، شهر نانتونگ، استان جیانگ سو.
صحنه کارخانه



Copyright@ شرکت ماشین ابزار سنگین جیانگسو دینگشون تمامی حقوق محفوظ است.












